
冰箱全自动发泡生产线生产




商品详情
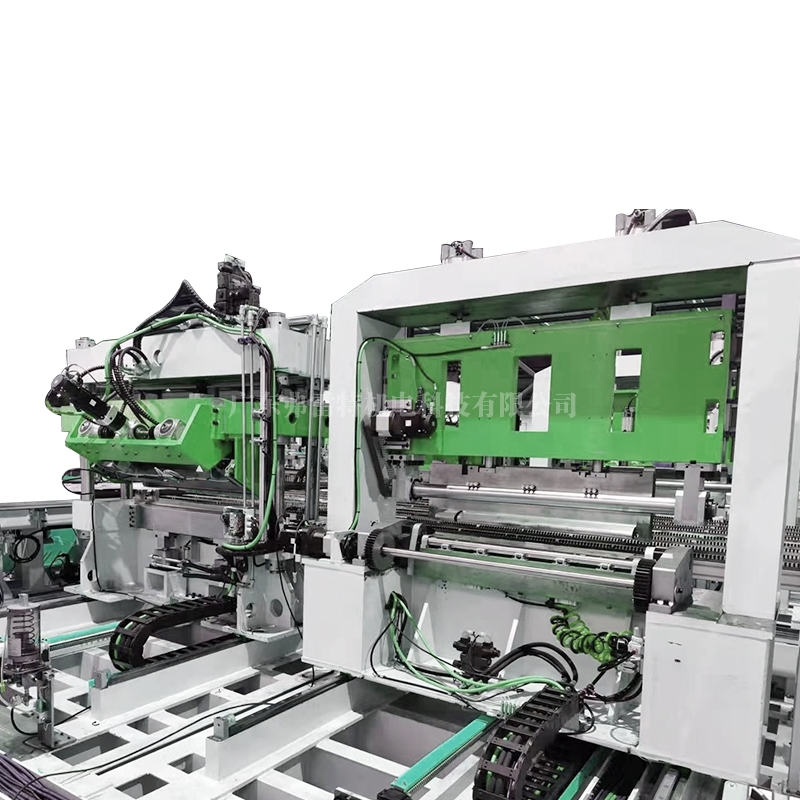
一种冰箱箱体发泡生产方法,通过在发泡机上设置可读取箱体条码并与发泡机设定型号进行匹配的传感器,使得上箱平台上的预装箱体依次与至少一个高压发泡机进行匹配,直至在相匹配的高压发泡机上进行发泡,以完成同一生产线上进行多种规格的发泡。一种冰箱箱体发泡生产线,采用所述的冰箱箱体发泡生产方法进行生产,其包括:上箱平台,所述上箱平台的外部还设置有多个可相对于上箱平台滑行的发泡机,所述上箱平台和发泡机之间还设置有用于将预装箱体自发泡机中取出和放入的机械手,所述聚氨酯发泡机上还设置有可读取箱体条码并与发泡机设定型号进行匹配的传感器。
一种多工位冰箱箱体发泡生产线设备,采用在机架上设置轨道和小车轨道,地基上设置模具小车车轨,模具小车通过齿轮齿条传动将发泡模运送到发泡工位,发泡机械手在小车轨道上运行至发泡工位,通过气缸的升降带动发泡混合头升降,使发泡混合头给发泡工位上的冰箱箱体发泡,同时轨道上运行取件机械手,取件机械手通过升降气缸的伸缩和连杆机构带动真空吸盘工作,将发泡模内已发泡的冰箱箱体吊走,从而实现发泡混合头连续在多个发泡工位为冰箱箱体发泡的方案,克服了使用固定式冰箱箱体生产线,生产线价格成本高,控制复杂且生产冰箱产品的型号单一的缺陷。适用于各行业发泡产品的批量生产。
下一篇:超宽链板输送生产线